课程导论:理解六大工具的战略价值
1. IATF 16949标准与六大工具的关系
◦ IATF 16949的核心质量理念:阐述标准所倡导的过程方法、基于风险的思维和持续改进的核心原则。
◦ 六大工具的角色:明确六大工具(APQP, FMEA, CP, MSA, SPC, PPAP)是实现IATF 16949质量理念的具体方法论、技术支持和实施载体。它们将标准的要求转化为可执行、可量化的具体活动,是连接标准要求与日常质量管理的桥梁。
◦ 强制性与重要性:说明六大工具是汽车行业供应链中普遍要求的强制性方法,是进入全球主流整车厂供应链的“通用语言”和“准入证”。
2. 六大工具概述与应用范围
◦ 工具列表:简介APQP(先期产品质量策划)、FMEA(失效模式与影响分析)、CP(控制计划)、MSA(测量系统分析)、SPC(统计过程控制)、PPAP(生产件批准程序)。
◦ 应用范围:虽然源于汽车行业,但其预防缺陷、减少变差、数据驱动的核心理念同样适用于航空航天、医疗器械、高端装备制造等对质量有高要求的行业。
3. 培训目标与收益
◦ 个人层面:使学员(质量经理、工程技术人员、生产管理人员等)从“被动填表”转变为“主动构建质量体系”,掌握系统性的问题预防和解决能力。
◦ 组织层面:帮助企业建立稳健的质量保证体系,减少浪费、降低成本、提升客户满意度,顺利通过客户和认证机构的审核。
第一章:六大工具的内在逻辑与协同关系
要真正掌握六大工具,绝不能孤立地学习,必须理解它们如何环环相扣,形成一个完整的质量管理闭环。其核心逻辑与协同关系可以清晰地通过下图展现:
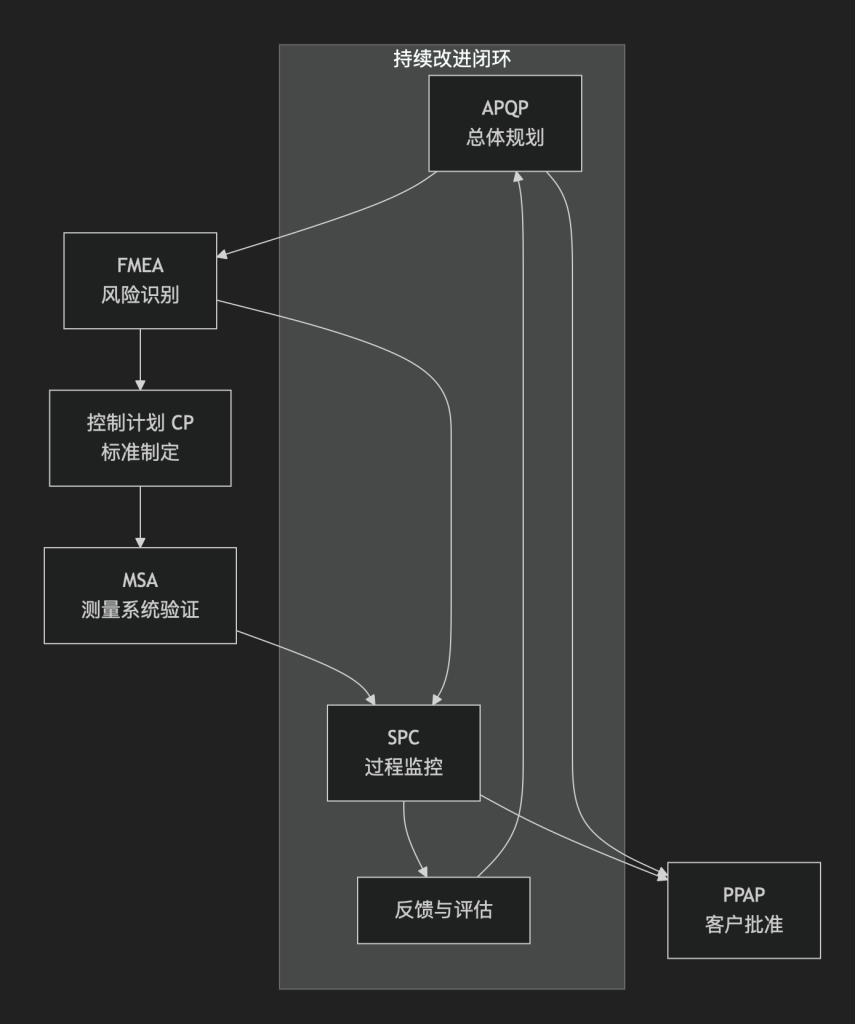
这个流程清晰地展示了六大工具并非孤立存在,而是构成了一套“策划→识别→控制→验证→监控→批准→改进”的闭环逻辑链。
• APQP是“总纲领”和“骨架”:它为整个项目提供结构化框架,明确了何时、何地、如何应用其他工具。
• FMEA是“预防性大脑”:它在设计和过程阶段系统性地识别风险,其输出(关键特性、控制方法)是制定控制计划(CP) 的直接依据。
• 控制计划(CP)是“执行手册”:它将FMEA的预防措施转化为现场可操作的指令,并明确了对测量系统(MSA) 和过程控制(SPC) 的要求。
• MSA是“可靠的眼睛”:在依赖SPC等数据做出判断前,必须先验证测量系统本身是可靠的,否则“垃圾进,垃圾出”。
• SPC是“实时监控仪”:它依据控制计划的要求,对生产过程进行实时监控,确保其稳定受控。
• PPAP是“能力的毕业证”:它是向客户提交的“证据包”,证明前期所有策划和验证工作(APQP, FMEA, CP, MSA, SPC)已成功完成,具备稳定生产合格产品的能力。
这个闭环确保了质量管控贯穿产品全生命周期,并从后期检验转变为前期预防。
第二章:培训课程详细大纲
模块一:APQP(先期产品质量策划)—— 项目成功的“总蓝图”
• 1.1 APQP的核心思想与五大阶段
◦ 概念:APQP是一种结构化的项目管理方法,确保新产品从概念到量产满足客户要求。
◦ 五大阶段详解:计划和确定项目 → 产品设计和开发 → 过程设计和开发 → 产品和过程确认 → 反馈、评定和纠正措施。
• 1.2 关键输入与输出
◦ 输入:客户呼声、业务计划、产品/过程基准数据。
◦ 输出:项目进度计划、产品设计数据、过程流程图、特殊特性清单、控制计划草案等。
• 1.3 实战演练与常见问题
◦ 案例:分组制定一个简单产品(如某汽车连接器)的APQP初步计划。
◦ 常见问题:APQP计划与实际脱节、跨部门协作不畅、阶段评审流于形式。
◦ 输出:《APQP项目计划表》。
模块二:FMEA(失效模式及影响分析)—— 风险防控的“预警系统”
• 2.1 FMEA基础与七步法
◦ FMEA类型:DFMEA(设计) 与 PFMEA(过程)。
◦ 七步法详解:策划与准备 → 结构分析 → 功能分析 → 失效分析 → 风险分析 → 优化 → 结果文件化。
• 2.2 风险量化与优化措施
◦ 风险顺序数RPN = 严重度 × 频度 × 探测度 的计算与解读。
◦ 优化策略:优先降低高RPN值,采取预防措施(降低频度) 和探测措施(降低探测度)。
• 2.3 实战演练与常见问题
◦ 案例:针对上一模块的产品,进行其焊接工序的PFMEA分析。
◦ 常见问题:FMEA成为“纸上谈兵”,与控制计划、作业指导书脱节,未能动态更新。
◦ 输出:《PFMEA分析表》。
模块三:CP(控制计划)—— 现场执行的“操作手册”
• 3.1 控制计划的阶段与内容
◦ 三个阶段:样件控制计划 → 试生产控制计划 → 生产控制计划。
◦ 核心内容:产品/过程特性、控制方法、抽样频率、反应计划。
• 3.2 控制计划与FMEA、作业指导书的关联
◦ 控制计划是FMEA输出的操作化,是作业指导书的制定依据。
• 3.3 实战演练与常见问题
◦ 案例:根据PFMEA的分析结果,编制该焊接工序的生产控制计划。
◦ 常见问题:控制计划与现场实际操作“两张皮”,反应计划不具可操作性。
◦ 输出:《生产控制计划表》。
模块四:MSA(测量系统分析)—— 数据可靠的“校准基石”
• 4.1 测量系统变差类型与统计特性
◦ 变差类型:偏倚、稳定性、线性、重复性、再现性。
◦ 核心指标:GR&R(量具的重复性与再现性)。
• 4.2 GR&R分析与接受准则
◦ 分析方法:均值-极差法 和方差分析法。
◦ 接受准则:GR&R < 10%(优秀),10% ≤ GR&R ≤ 30%(可接受需改进),GR&R > 30%(不可接受)。
• 4.3 实战演练与常见问题
◦ 案例:使用Minitab软件对一把卡尺进行GR&R分析。
◦ 常见问题:仅校准不分析、GR&R分析样本不能代表全过程、忽视计数型MSA。
◦ 输出:《MSA分析报告》。
模块五:SPC(统计过程控制)—— 生产过程的“实时监控仪”
• 5.1 SPC基本概念与控制图原理
◦ 变差概念:普通原因 与特殊原因。
◦ 控制图类型:计量型控制图 和计数型控制图。
• 5.2 过程能力分析
◦ 过程能力指数:Cp、Cpk、Pp、Ppk 的含义、计算与区别。
• 5.3 实战演练与常见问题
◦ 案例:使用Minitab软件对车削外径尺寸绘制Xbar-R图,并计算Cpk。
◦ 常见问题:控制限与规格限混淆、异常趋势不能及时识别和反应、为做SPC而做SPC。
◦ 输出:《SPC控制图与过程能力报告》。
模块六:PPAP(生产件批准程序)—— 批量生产的“准入凭证”
• 6.1 PPAP要求与提交等级
◦ 18项提交资料 详解。
◦ 五种提交等级:等级1-5 的区别与适用情况。
• 6.2 PPAP状态与提交时机
◦ 批准状态:完全批准、临时批准、拒收。
◦ 提交时机:新项目、重大变更时。
• 6.3 实战演练与常见问题
◦ 案例:评审一份模拟的PPAP提交包,找出缺失项和不符项。
◦ 常见问题:PPAP文件与现场实际不一致、发生变更时未重新提交。
◦ 输出:《PPAP文件检查清单》。
课程总结与综合应用
1. 审核视角下的六大工具
◦ 模拟审核场景,演示审核员如何追踪一个关键特性,检查从FMEA到控制计划,再到MSA、SPC记录,直至PPAP文件的完整性和一致性。
2. 常见失败原因与成功要素
◦ 失败原因:工具孤立应用、管理层支持不足、缺乏专业人才、数据造假。
◦ 成功要素:高层重视、跨部门团队、与日常业务结合、持续培训。
3. 课程总结与考核建议
◦ 知识复盘:通过思维导图回顾六大工具的逻辑关系。
◦ 考核方式:建议采用笔试(30%)+ 综合案例项目报告(70%) 的方式综合评价学习效果。